تکنیک لایهگذاری سافتکست: کشش، همپوشانی و قالبدهی برای نیمهصلب
کیفیت یک سافتکست نیمهصلب، بیش از هر چیز به «تکنیک لایهگذاری» وابسته است. حتی بهترین باند فایبرگلاس پزشکی اگر با کشش نادرست، همپوشانی نامنظم یا قالبدهی ضعیف بسته شود، میتواند یا بیش از حد سفت و آزاردهنده باشد یا برعکس، حمایت کافی ایجاد نکند. در این راهنمای عملی، سه ستون اصلی اجرای درست سافتکست—کشش (Tension)، همپوشانی (Overlap) و قالبدهی (Molding)—را به زبان کلینیکی و مرحلهبهمرحله بررسی میکنیم تا خروجی نهایی دقیقاً «نیمهصلبِ استاندارد» باشد.

اصل اول: کنترل کشش (Tension) برای نیمهصلب استاندارد
کشش باند در سافتکست باید «کنترلشده و یکنواخت» باشد. کشش زیاد باعث فشار موضعی، درد، تاول و حتی اختلال گردش خون میشود. کشش کم نیز باعث ایجاد شلی، حرکت ناخواسته و کاهش پایداری میگردد. هدف، رسیدن به حمایتی است که حرکتهای پرخطر را محدود کند اما فشاری که حس گزگز یا تغییر رنگ ایجاد کند نداشته باشد.
- قاعده کلیدی: باند را بکشید تا صاف و بدون چین شود، نه تا جایی که سفت و براق شود.
- کشش ثابت: در هر دور، فشار دست باید مشابه دور قبل باشد.
- کاهش کشش روی برجستگیها: روی قوزک، زائده استایلویید، سر اولنا، ناویکولار، باید کشش کمتر و قالبدهی هوشمندانهتر باشد.
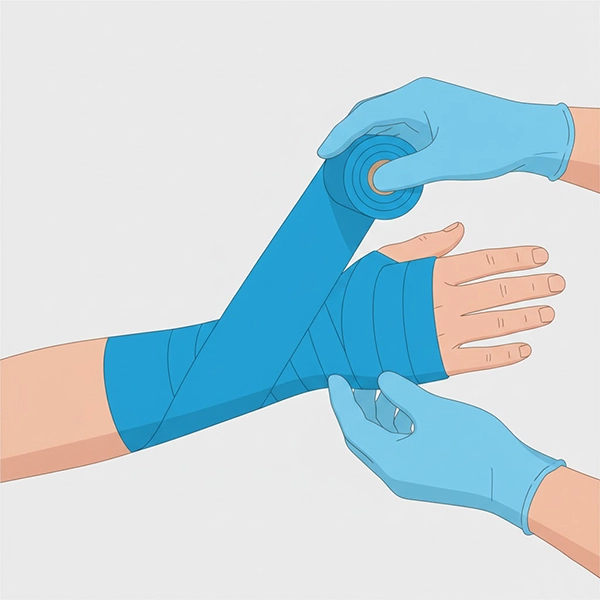
اصل دوم: همپوشانی (Overlap) دقیق—چرا ۳۰ تا ۵۰ درصد؟
همپوشانی استاندارد در اغلب تکنیکهای سافتکست بین ۳۰ تا ۵۰ درصد است. این مقدار باعث توزیع یکنواخت نیرو و جلوگیری از ایجاد لبههای تیز و خطوط فشار میشود. همپوشانی کمتر از ۳۰٪ ممکن است نقاط ضعیف و شکستگی سازه ایجاد کند و همپوشانی بیش از حد، ضخامت و سختی غیرضروری ایجاد میکند.
- برای نواحی استوانهای (ساعد/ساق): ۴۰–۵۰٪ همپوشانی معمولاً پایدارتر است.
- برای نواحی با تغییر قطر زیاد (مچ/قوزک): ۳۰–۴۰٪ + قالبدهی دقیق بهتر جواب میدهد.
- اصل یکنواختی: همپوشانی باید در کل مسیر یکسان بماند تا ضخامت غیرقرینه ایجاد نشود.
اصل سوم: قالبدهی (Molding)؛ تفاوت «بستن» با «ساختن» سافتکست
بسیاری از خطاها زمانی رخ میدهد که کست فقط «پیچیده» میشود، نه اینکه «قالبدهی» شود. قالبدهی یعنی شما بعد از لایهگذاری، با دستهای باز (پalm) و فشار کنترلشده، شکل عملکردی و صحیح مفصل را تثبیت میکنید. در نیمهصلب، قالبدهی نقش کلیدی در پایداری بدون افزایش ضخامت دارد.
- از نوک انگشتان استفاده نکنید: فشار نوک انگشتان، نقطه فشار و زخم ایجاد میکند.
- قالبدهی در زمان طلایی: معمولاً ۳۰ تا ۹۰ ثانیه پس از پیچیدن، بهترین زمان فرمدهی است (بسته به برند و دمای آب).
- حفظ وضعیت عملکردی: مچ پا خنثی، مچ دست اکستانشن عملکردی، شست در آبداکشن مناسب.
مدیریت «زمان» در سافتکست: آب، فعالسازی و سرعت کار
کیفیت نهایی به زمانبندی هم وابسته است. اگر آب خیلی گرم باشد، رزین سریعتر فعال میشود و فرصت قالبدهی کاهش مییابد. اگر خیلی سرد باشد، سفت شدن طولانی میشود و شکلدهی ممکن است دقت کافی نداشته باشد.
- آب ولرم: بهترین گزینه برای کنترل زمان قالبدهی.
- خیساندن کوتاه: ۲ تا ۵ ثانیه معمولاً کافی است؛ خیساندن طولانی رزین را بیش از حد فعال میکند.
- آبگیری ملایم: فشار شدید هنگام آبگیری میتواند رزین را ناهمگن کند.
چند خطای رایج در لایهگذاری و راهحلها
- خطوط فشار: ناشی از همپوشانی نامنظم یا فشار نوک انگشتان → همپوشانی یکنواخت + قالبدهی با کف دست
- شلی و جابجایی کست: کشش کم یا کوتاه بودن طول رول → افزایش کنترل کشش و محاسبه طول مناسب
- سفتی بیش از حد: همپوشانی زیاد یا لایههای اضافی → کاهش ضخامت و تمرکز بر قالبدهی
- لبههای تیز: پایان نامناسب یا عدم لبهگیری → لبهگیری نرم و تقویت نقاط تماس

چکلیست سریع برای پرسنل کلینیک
- همپوشانی ۳۰–۵۰٪ یکنواخت در کل مسیر
- کشش کنترلشده: بدون چین، بدون فشار بیش از حد
- قالبدهی با کف دست، نه نوک انگشتان
- حفظ وضعیت عملکردی مفصل
- بررسی CSM (رنگ/حس/حرکت) پس از پایان
- آموزش بیمار: خشک نگه داشتن، عدم دستکاری، علائم هشدار
نتیجهگیری
سافتکست نیمهصلبِ استاندارد حاصل سه مهارت است: کشش درست، همپوشانی دقیق و قالبدهی حرفهای. اگر این سه اصل رعایت شوند، حتی با حداقل ضخامت میتوان بیشترین پایداری و راحتی را ایجاد کرد. این موضوع هم نتیجه درمان را بهتر میکند و هم تجربه بیمار را.
دعوت به اقدام (CTA)
اگر برای آموزش تیم گچگیری، استانداردسازی تکنیکها یا انتخاب باند مناسب کلینیک نیاز به راهنمایی دارید:
تماس و مشاوره تخصصی