شناخت خواص مکانیکی باند فایبرگلاس (fiberglass casting tape) برای حصول بیحرکتی پایدار، ایمنی بیمار و کیفیت درمان ضروری است. ترکیب الیاف شیشه و رزین آبفعال، استحکام کششی و خمشی بالا را در کنار وزن پایین و radiolucency مناسب فراهم میکند. در این مطلب، پارامترهای کلیدی مانند استحکام/مدول، سختی خمشی، رفتار خزش و خستگی، تأثیر هندسه لایهگذاری (overlap/لایهها)، رطوبت/دما و کیفیت عملآوری (cure) را مرور میکنیم.
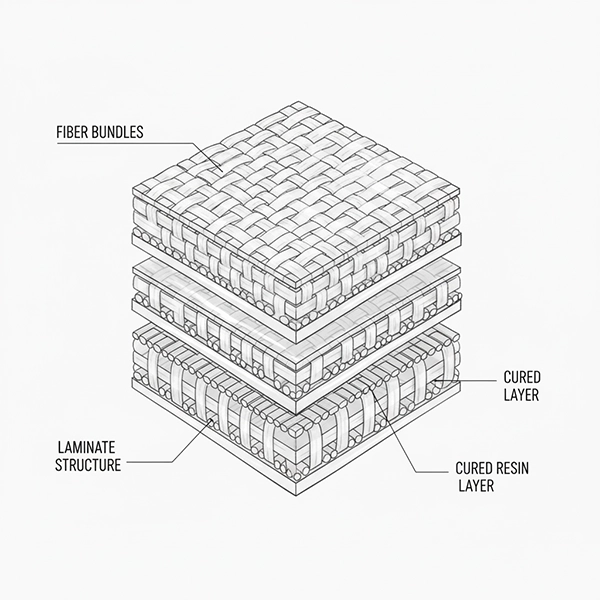
الیاف شیشه باربری اصلی را برعهده دارند و رزین، انتقال تنش و پیوستگی لایهها را تأمین میکند. افزایش نسبت الیاف مؤثر و ترازبندی بهتر، بهبود tensile strength و Young’s modulus را در پی دارد. دمای محیط و زمان عملآوری روی تشکیل شبکه پلیمری و در نتیجه مدول اولیه اثرگذارند.
در کاربرد بالینی، بخش عمده بار بهصورت خمشی وارد میشود. رویهمگذاری ۵۰٪ بهطور معمول در هر دور دو لایه مؤثر میسازد و با ۳–۴ لایه در نواحی پرتنش (قوزک، اپیکوندیل) سختی خمشی بهطور محسوسی افزایش مییابد. یکنواختی کشش حین بانداژ و molding با کف دست، از چینخوردگیهای تضعیفکننده جلوگیری میکند.
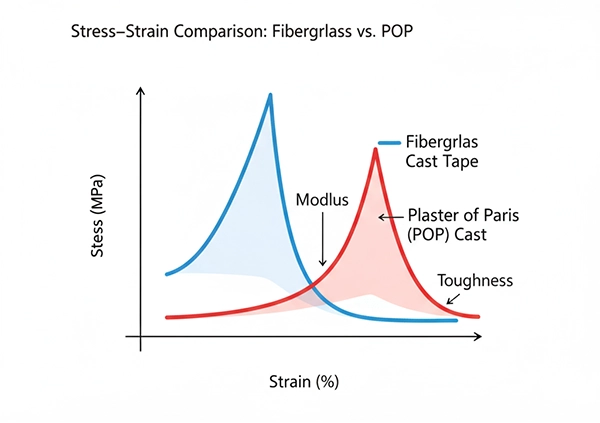
در بارگذاری طولانیمدت، خزش رزین میتواند منجر به کاهش جزئی شکلپذیری شود، اما حضور الیاف شیشه، پایداری ابعادی را حفظ میکند. در چرخههای بارگذاری کمدامنه (فعالیت روزمره)، مقاومت خستگی باند فایبرگلاس نسبت به POP بالاتر است، بهویژه زمانیکه لایهگذاری یکنواخت و عملآوری کامل باشد.
کیفیت چسبندگی بینلایهای تابعی از میزان رطوبت فعالساز، فشار دست و زمان ژل است. کار با سرعت یکنواخت، حفظ همپوشانی ثابت و mold & smooth پیوسته، تخلخل را کم کرده و مقاومت برشی بینلایهای را بهبود میدهد. لبهها و نقاط پرتنش را ۱–۲ لایه اضافه تقویت کنید.
بهینهسازی خواص مکانیکی باند فایبرگلاس به انتخاب عرض/همپوشانی، کنترل رطوبت و دما، و عملآوری صحیح وابسته است. برای دسترسی به باند ارتوپدی فایبرگلاس باکیفیت و دریافت مشخصات فنی، از صفحه محصولات بهسو شفا بازدید کنید.